قابلیت Outer Wall Wipe Distance در Cura برای حذف Z Seam

کیفیت سطح چاپ یکی از مهمترین جنبههای تنظیم چاپگرسهبعدی است. میزان صافی سطح چاپ نهتنها بر وضوح جزئیات چاپ اثر میگذارد، بلکه بر دقت ابعادی قطعه و حتی استحکام کلی مدل نیز تأثیرگذار است. عوامل مختلفی میتوانند باعث کاهش کیفیت سطح چاپ شوند؛ یکی از مشکلاتی که حذف آن دشوار است پدیدهای به نام Z seam است. خوشبختانه بسیاری از نرمافزارهای اسلایسر، از جمله UltiMaker Cura (با آخرین نسخهی 5.10.0 در زمان نگارش این مطلب)، دارای تنظیماتی اختصاصی برای کاهش یا حذف اثر درز Z روی چاپهای سهبعدی هستند. در این مقاله، ما به بررسی قابلیت Outer Wall Wipe Distance در Cura میپردازیم که استفاده از آن بسیار ساده است و میتواند باعث کاهش چشمگیر یا حتی حذف کامل درز Z شود.
مشکل اثر Z Seam در چاپ سهبعدی چیست؟
اثر Z Seam نوعی تغییر شکل سطحی است که بهدلیل تجمع فیلامنت در محل تغییر لایهها ایجاد میشود. این مشکل در نتیجهی ناتوانی اکسترودرها در توقف و شروع ناگهانی جریان فیلامنت بهوجود میآید. به همین دلیل، این مسئله تنها در پرینتر فیلامنتی سه بعدی رخ میدهد. در زمان تغییر لایه، چاپگر فرآیند اکستروژن را متوقف میکند. اما فشاری که از اکسترود کردن کل یک لایه ایجاد شده است، باعث میشود فیلامنت داغ حتی زمانی که اکسترودر برای لحظهای روی صفحه XY ثابت مانده باشد، همچنان به بیرون رانده شود. نتیجهی این فرآیند، بیشاکستروژن در آن ناحیه از لایه است.
یکی از راهحلها این است که قبل از تغییر لایه، متریال را به عقب بکشیم (retraction)، اما این روش همیشه عملی نیست؛ برخی فیلامنتها یا حتی برخی اکسترودرها این روش را پشتیبانی نمیکنند یا تأثیر محدودی دارند. نوع سختافزار دستگاه شما نیز میتواند بر میزان دیده شدن خط اتصال لایه تأثیر بگذارد. در سیستمهای اکستروژن مستقیم (Direct Drive) که اکسترودر درست روی هاتاند قرار دارد، کنترل خروج فیلامنت دقیقتر است و معمولاً رد تغییر لایه در چاپ کوچکتر دیده میشود. در مقابل، سیستمهای Bowden که فیلامنت را از طریق یک لولهی بلند هل میدهند، تأخیر بیشتری دارند و در نتیجه درز Z معمولاً بزرگتر و قابلمشاهدهتر است. بنابراین، شروع کار با شناخت نوع سیستم اکستروژن پرینتر شما میتواند به انتخاب تنظیمات مناسب برای مهار اثر Z Seam کمک زیادی کند.

چرا اثر Z Seam ایجاد میشود؟ نقش اکسترودر و نوع سیستم فیلامنترسانی
چیدمان تصادفی Layer Seam باعث توزیع آن در نقاط مختلف میشود. روشهای مختلفی برای کاهش وجود خط اتصال لایه در چاپ سهبعدی وجود دارد و با توجه به نوع مدل، ممکن است بخواهید از روشی خاص استفاده کنید. با استفاده از بهترین نرم افزارهای برش سه بعدی و کمک گرفتن از ترفندهای حرفه ای، به حل این مشکل کمک زیادی میکند.
اگر فقط میخواهید دیده شدن اثر Z Seam را کاهش دهید، یکی از گزینهها در Cura این است که تعیین کنید لایهها در کجا تغییر کنند («Z Seam Alignment» و «Z Seam Position»). با انتخاب محل مناسب و تجربه کافی در تقسیم مدل سه بعدی در cura، ممکن است Layer Seam کمتر به چشم بیاید اما کاملاً حذف نخواهد شد. مدلهای نشاندادهشده در تصویر پایین نشان میدهند که همتراز کردن درز بهصورت «تصادفی» چگونه در طراحیهای مختلف ظاهر میشود (یعنی اسلایسر از شکل مدل استفاده میکند تا درز را تا حد ممکن غیرقابلتشخیص کند).
راهحل دیگر در Cura قابلیتی به نام Coasting است که اکستروژن را کمی قبل از تغییر لایه متوقف میکند و در نتیجه فشار داخل اکسترودر که باعث تشکیل برجستگی در محل درز Z میشود را کاهش میدهد. با این حال، دلایلی وجود دارد که ممکن است نخواهید از این تنظیمات استفاده کنید. تغییر همترازی درز Z باعث بهبود دقت ابعادی نمیشود و Coasting نیز نیاز به تنظیم دقیق پارامترهای برگشت مواد مصرفی (retraction) دارد.
در مواردی که دقت بالا اهمیت دارد یا بازکشیدن محدود است، تغییر دادن مقدار Outer Wall Wipe Distance ممکن است بهترین راهحل برای شما باشد. Outer Wall Wipe Distance فاصلهای است که دستگاه سهبعدی در انتهای هر لایه بدون اکستروژن متریال حرکت میکند، پیش از آنکه به سراغ لایهی بعدی برود. این حرکت اضافی عملاً فیلامنت اضافه را روی دیواره پخش میکند تا بهجای تشکیل برجستگی در محل اتصال، در سطح توزیع شود.
شاید اکنون از خودتان بپرسید: آیا میتوانم بیش از یک روش را همزمان استفاده کنم؟
پاسخ این است که بله، در برخی موارد این کار ممکن است. میتوانید درز را در گوشه مدل همتراز کنید، Coasting را فعال کنید و در عین حال از یک فاصلهی Wipe متوسط استفاده کنید. گاهی اوقات همین ترکیب تنظیمات است که باعث میشود نتیجهی چاپ کاملاً رضایتبخش شود.

چرا از Outer Wall Wipe Distance استفاده کنیم؟
تغییر دادن مقدار Outer Wall Wipe Distance چندین مزیت مهم برای سطح چاپ دارد. با پخش کردن فیلامنت اضافه در محیط چاپ، این کار باعث کاهش قابلتوجه دیده شدن نشانه تغییر مسیر نازل، افزایش صافی سطح و بهبود دقت ابعادی دیوارهها میشود. با این حال، یک عیب قابلتوجه در افزایش مقدار Outer Wall Wipe Distance این است که زمان کل چاپ را افزایش میدهد. در نهایت، این کار برای هر حلقه از هر سطح در هر لایه، یک حرکت اضافه به چاپگر تحمیل میکند. در چاپهایی که شامل صدها لایه هستند، این زمان اضافی میتواند قابلتوجه شود. همچنین، اگر این مقدار بیش از حد افزایش یابد، ممکن است دیواره بیش از حد گرم شود و بخشی از مدل در محل Z Seam ذوب شود.
نحوه استفاده از Outer Wall Wipe Distance
تنظیم Outer Wall Wipe Distance بهصورت پیشفرض پنهان است. Cura بهصورت پیشفرض تمام تنظیمات پیشرفته را نمایش نمیدهد و Outer Wall Wipe Distance یکی از همین گزینههای پنهان است. خوشبختانه، دسترسی به آن بسیار ساده است. برای شروع، پنل Print Settings (1) را باز کرده و روی آیکون منوی سهخطی (2) کلیک کنید، سپس از فهرست کشویی ظاهرشده گزینهی Expert یا All (3) را انتخاب کنید. این کار باعث نمایش همهی گزینههای پیشرفته تنظیمات میشود. وقتی در حالت پیشرفته قرار گرفتید، به پایین اسکرول کنید تا به بخش Walls برسید. در اینجا میتوانید گزینهی Outer Wall Wipe Distance را پیدا کنید.
اگر متوجه یک Layer Seam قابلمشاهده در امتداد ارتفاع چاپ خود شدهاید، تغییر این تنظیم میتواند مفید باشد. یک افزایش کوچک کمک میکند تا نازل فیلامنت اضافی را «پاک» کند و درز تمیزتری بر جای بگذارد. اما به یاد داشته باشید که «بیشتر» همیشه «بهتر» نیست. اگر فاصلهی Wipe خیلی زیاد باشد، فشار نازل ممکن است بیش از اندازه کاهش یابد پیش از آنکه دیوارهی بعدی آغاز شود، که این امر میتواند باعث ایجاد شکاف یا شیار در محل شروع لایهی جدید شود. در قطعات با جزئیات بالا، پاککردن بیشازحد حتی ممکن است کمی باعث تغییر شکل دیوارهی بیرونی شود.
به همین دلیل، معمولاً توصیه میشود فاصلهی Wipe را کمتر از حدود 0.5 میلیمتر نگه دارید، مگر اینکه آزمایشهای شما نشان دهد که افزایش بیشتر باعث بهبود شده و مشکلی ایجاد نمیکند. برای تنظیم دقیق، سعی کنید یک سیلندر ساده و بلند چاپ کنید. Layer Seam روی اشکال صاف و گرد راحتتر دیده میشود. اگر درز محو یا ناپدید شد، در مسیر درستی هستید. اگر نه، آن را در گامهای کوچک تغییر دهید و دوباره آزمایش کنید. تنظیم دقیق، کلید موفقیت در این مرحله است.

مقادیر پیشنهادی Wipe Distance بر اساس نوع ماده
| نام کامل ماده (انگلیسی) | مقدار پیشنهادی Wipe Distance | رفتار ماده در پایان لایه | توضیحات |
|---|---|---|---|
| Polylactic Acid (PLA) | ۰.۲ تا ۰.۴ میلیمتر | تراوش کم، خنکشدن سریع | مقدار کم معمولاً بهترین نتیجه را میدهد. |
| Polyethylene Terephthalate Glycol (PETG) | ۰.۵ تا ۱ میلیمتر | چسبناک، مستعد رشتهسازی | مقدار بیشتر کمک میکند برجستگیها کمتر شوند. |
| Acrylonitrile Butadiene Styrene (ABS) | ۰.۴ تا ۰.۶ میلیمتر | سردشدن متوسط، انعطاف رفتاری | مقدار متوسط مانع ایجاد برآمدگی میشود. |
| Thermoplastic Polyurethane (TPU) | کمتر از ۰.۸ میلیمتر | بسیار انعطافپذیر، رفتار نرم | مقدار زیاد ممکن است نازل رد ایجاد کند—کم شروع کنید. |
| Wood-filled or Composite Filaments | ۰.۲ میلیمتر | رفتار غیرقابلپیشبینی | قبل از چاپ طولانی، حتماً روی یک نمونه کوچک تست کنید. |
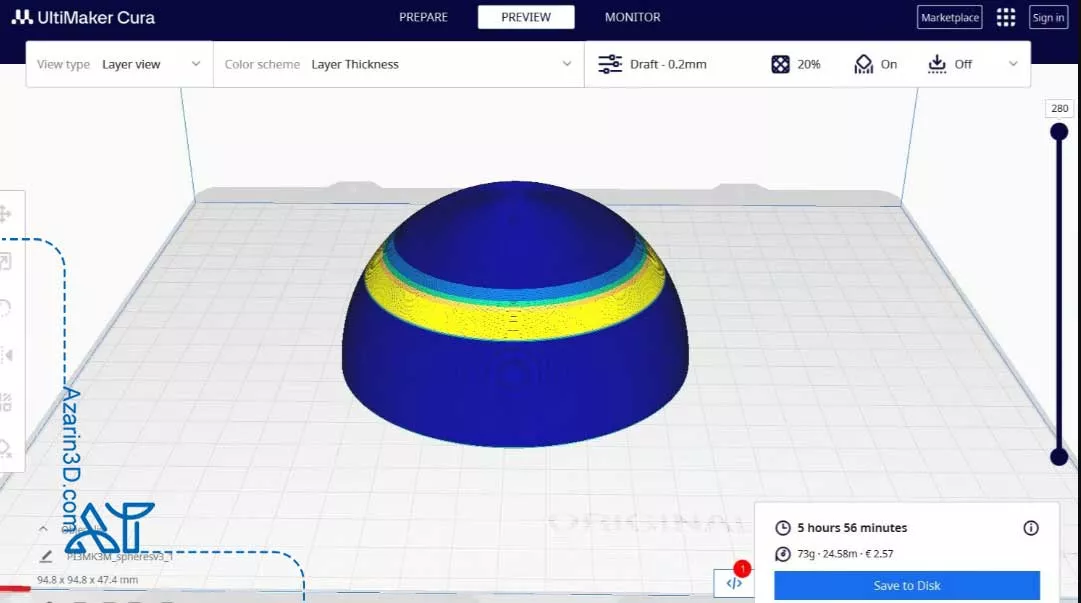
درزها روی اشکال منحنی مانند کرهها بیشتر به چشم میآیند، در حالی که مدلهای زاویهدار میتوانند آنها را در لبهها پنهان کنند. تنظیم Outer Wall Wipe Distance چیزی نیست که برای هر چاپی به آن نیاز داشته باشید، اما زمانی که کیفیت سطح اهمیت دارد بهویژه در قطعات تزئینی یا قابلمشاهده میتواند تفاوت قابلتوجهی ایجاد کند.
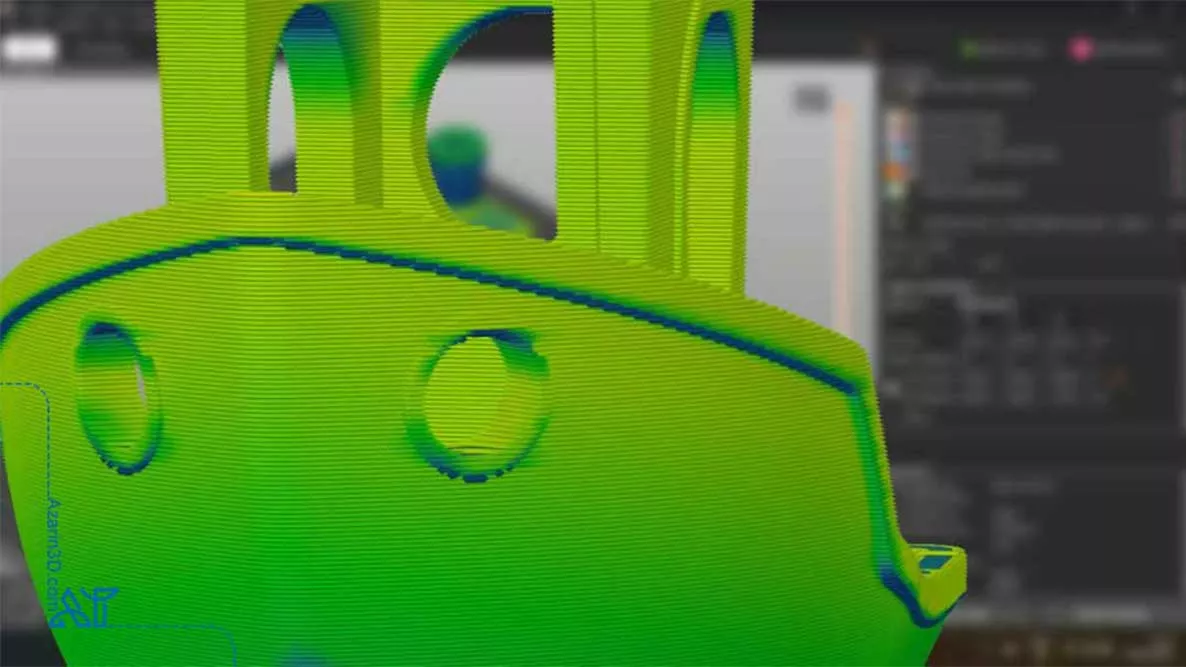
برخی اشکال و سناریوهای چاپ بیشتر از بقیه از این قابلیت بهره میبرند و درک زمان مناسب برای استفاده از آن میتواند به شما کمک کند حداکثر بهره را از این تنظیم ببرید. رایجترین موارد استفاده، مدلهای بلند و صاف مانند گلدانها، سیلندرها و اشیای گرد هستند. این اشکال گوشههای تیزی برای پنهان کردن درز ندارند، بنابراین درز Z اغلب بهصورت واضح در امتداد دیواره ظاهر میشود. در چنین مواردی، اعمال یک Wipe کوچک در پایان هر لایه میتواند درز را با دیواره ترکیب کرده و اثر بصری «زیپمانند» را که ممکن است ظاهر چاپ را خراب کند، کاهش دهد.
از سوی دیگر، چاپهای مکعبی یا زاویهدار مانند جعبههای مکانیکی، مدلهای معماری یا طراحیهای Low-poly اغلب دارای لبهها و گوشههای طبیعی هستند که درز را میتوان در آنها پنهان کرد. هنگامی که درز روی یک لبهی تیز یا در پشت مدل قرار گیرد، بسیار کمتر قابلتشخیص خواهد بود. در این سناریوها، شاید نیازی به Wipe زیاد نداشته باشید. یک مقدار ظریف میتواند از ایجاد برجستگیها یا نقاط اضافی جلوگیری کند، بدون اینکه سطح را بیش از حد تغییر دهد، بهویژه اگر از همترازی درز برای پنهان کردن نقطهی تغییر لایه استفاده میکنید.
Outer Wall Wipe Distance همچنین هنگام چاپ مجسمههای کوچک یا قطعات تزئینی که میخواهید سطح خارجی آنها کاملاً تمیز باشد ولی امکان پنهان کردن درز در یک جهت خاص وجود ندارد، بسیار مفید است. در چنین مواردی، ترکیب یک الگوی درز تصادفی با یک Wipe کوتاه میتواند نشانههای درز را در سراسر مدل پخش و نرم کند و در نهایت توهم یک سطح یکدست و بدون درز را ایجاد نماید، بهویژه زمانی که مدل زیر نور قرار میگیرد.

جایگزینها و روشهای مشابه در سایر اسلایسرها
Orca Slicer با افزودن قابلیتهای «Wipe on Loops» و «Wipe Speed» کنترل بیشتری روی درز فراهم میکند.
چاپ سهبعدی FDM میتواند چالشبرانگیز باشد و هر اسلایسر ابزارهای متفاوتی برای رفع درزها و برجستگیهای آزاردهندهای که ممکن است روی چاپ ظاهر شوند، ارائه میدهد. ما پیشتر دربارهی ویژگی Outer Wall Wipe Distance در Cura صحبت کردیم، اما این تنها اسلایسری نیست که راهحلی برای این مشکل دارد. بیایید ببینیم PrusaSlicer و Simplify3D چگونه با همین مسئله برخورد میکنند.
نرم افزار PrusaSlicer
در PrusaSlicer تنظیم مفیدی به نام Seam Gap Distance وجود دارد. این گزینه فاصلهی بین نقاط شروع و پایان یک حلقهی محیطی را کنترل میکند. مقدار مثبت، حلقه را کمی کوتاهتر میکند و یک فاصلهی کوچک ایجاد میکند تا از تجمع فیلامنت و تشکیل درز قابلمشاهده جلوگیری شود. مقدار منفی برعکس عمل میکند – حلقه را کمی طولانیتر کرده و باعث میشود انتهاها اندکی روی هم بیفتند تا درز پنهانتر شود. میتوانید از درصدها (بر اساس قطر نازل) یا مقادیر مطلق استفاده کنید، بسته به اینکه کدام روش برای چاپهای شما بهتر جواب میدهد.
تنظیم مفید دیگر در PrusaSlicer گزینهی Wipe While Retracting است. این قابلیت باعث میشود نازل هنگام بازکشیدن فیلامنت بهآرامی حرکت کند. این حرکت کوچک به پخش شدن فیلامنت اضافی کمک میکند. ترکیب این دو تنظیم Seam Gap Distance و Wipe While Retracting کنترل بهتری بر درزها و چاپهای تمیزتر به شما میدهد.
نرم افزار Orca Slicer
Orca Slicer در میان سازندگان و علاقهمندان محبوب شده است زیرا ویژگیهای متنوعی ارائه میدهد و با چاپگرهای مختلف سازگاری خوبی دارد. این اسلایسر بر پایهی Bambu Studio ساخته شده که خود از PrusaSlicer منشأ گرفته است، بنابراین طبیعی است که ابزارهایی آشنا مانند Seam Gap و Wipe While Retracting را پیدا کنید که تقریباً به همان شکلی که در PrusaSlicer توضیح دادیم کار میکنند. اما Orca Slicer یک ویژگی اضافه دارد: Wipe on Loops . این قابلیت باعث میشود نازل درست پیش از خروج از یک حلقهی بسته، یک حرکت کوچک به سمت داخل انجام دهد و گذار درز را نرمتر کند. شما حتی میتوانید سرعت Wipe (Wipe Speed) را نیز تنظیم کنید و کنترل بیشتری بهدست آورید.
نرم افزار Simplify3D
در Simplify3D ویژگی مشابهی به نام Wipe Nozzle وجود دارد که باعث میشود نازل پس از پایان هر لایه اندکی حرکت کند. برخلاف Cura، که نازل در آن کمی به سمت جلو حرکت میکند تا دیواره را پاک کند، در Simplify3D نازل در انتهای حلقه به سمت عقب حرکت میکند. مقدار پیشنهادی برای Wipe Distance در این قابلیت، حدود 5 میلیمتر است. برای بهبود بیشتر و جلوگیری از ایجاد برجستگی، میتوانید از قابلیت دیگری به نام Perform Retraction During Wipe Movement استفاده کنید. این قابلیت از بازکشیدن ایستا جلوگیری کرده و اجازه میدهد چاپگر همزمان با حرکت Wipe، فیلامنت را بازبکشد. در مجموع، Cura، PrusaSlicer، Orca Slicer و Simplify3D همگی روشهای خاص خود را برای مدیریت درزها دارند، اما هدف اصلی در همهی آنها یکی است: کاهش تجمع فیلامنت، حفظ حرکتهای نرم نازل و ایجاد گذارهای لایهای تمیز و بدون درز.

نکات مهم هنگام چاپ مدلهای استوانهای
تنظیم درست مقدار Outer Wall Wipe Distance همیشه آسان یا بدیهی نیست – این کار بیشتر مربوط به آزمایش و تجربه است تا صرفاً کپی کردن اعداد. هر چاپگر و فیلامنت رفتار متفاوتی دارند، بنابراین چیزی که برای شخص دیگری جواب داده ممکن است برای شما مناسب نباشد. به همین دلیل انجام چند آزمایش ساده و بررسی دقیق نتایج اهمیت زیادی دارد. یک مدل ساده و صاف برای آزمایش انتخاب کنید – چیزی مانند یک سیلندر یا یک گلدان بلند. این اشکال هرگونه نقص را بهوضوح نشان میدهند و تشخیص اینکه آیا تنظیمات شما مؤثر بودهاند یا نه را آسان میکنند. همان قطعه را چند بار چاپ کنید و هر بار مقدار Wipe را کمی تغییر دهید. با مقدار کم شروع کنید و بهتدریج افزایش دهید تا زمانی که درز تمیز و مرتب بهنظر برسد.
در هنگام تنظیمات در Cura، به نمای لایهها (Layer View) بروید و گزینهی Travel Moves را فعال کنید. به این ترتیب میتوانید دقیقاً ببینید نازل چگونه در اطراف مدل حرکت میکند. این کار به شما درک بهتری از تأثیر تغییر Wipe Distance بر مدل و محل ایجاد درزها میدهد. یکی دیگر از ابزارهای مفید، افزونهای به نام Settings Guide ساختهی Ghostkeeper است که میتوانید بهراحتی از Cura Marketplace نصب کنید. این افزونه دقیقاً توضیح میدهد که هر تنظیم چه کاری انجام میدهد و چگونه ممکن است بر سایر تنظیمات تأثیر بگذارد. داشتن این اطلاعات در همانجا باعث میشود تنظیمات راحتتر و سریعتر انجام شوند.
همهی چیزهایی را که امتحان میکنید ثبت کنید. از هر چاپ عکس بگیرید، تنظیمات را یادداشت کنید و جزئیاتی مانند نوع فیلامنت، دما یا سرعت را نیز بنویسید. با گذر زمان، یک «کتابچهی شخصی تنظیمات» خواهید ساخت که برای شما کارآمد است. در آینده، اگر دوباره با مشکلی روبهرو شدید، میتوانید بهسرعت بررسی کنید که قبلاً چه چیزی آن را حل کرده بود. حتی جزئیات کوچک – مانند تغییر اندازهی نازل یا کمی تغییر در سرعت – میتوانند بر نتیجه تأثیر بگذارند، بنابراین یادداشتبرداری بسیار مفید است.
در نهایت، به یاد داشته باشید که Outer Wall Wipe Distance تنها یکی از قطعات پازل است. سایر تنظیمات مانند برگشت متریال (retraction)، Coasting، همترازی درز (seam alignment) و سرعت چاپ همگی با یکدیگر کار میکنند. تغییرات کوچک و دادن فرصت کافی برای مشاهدهی اثر هر کدام، در نهایت چاپهای صاف، تمیز و بدون درز یا برجستگی را برای شما به ارمغان میآورد.

نتیجهگیری
تنظیم مقدار مناسب Wipe Distance یکی از کلیدیترین نکات برای بهبود کیفیت سطح و کاهش اثر خط اتصال لایه در چاپ سهبعدی است. هر ماده رفتار متفاوتی در پایان لایه دارد، از PLA که سریع سرد میشود گرفته تا PETG که چسبناک است و احتمال ایجاد برجستگی در آن بالاست. به همین دلیل، انتخاب مقدار مناسب Wipe برای هر نوع فیلامنت نهتنها به تمیزی خط اتصال کمک میکند، بلکه از ایجاد برآمدگی، خطوط اضافه و ناهمواریهای سطحی نیز جلوگیری میکند.
در نهایت، بهترین نتیجه زمانی به دست میآید که کاربر علاوه بر مقدار پیشنهادی، آزمایش عملی و تنظیمات مکمل مانند دما، سرعت و Retraction را نیز در نظر بگیرد. هر چاپگر و هر برند فیلامنت ممکن است رفتار خاص خود را داشته باشد؛ بنابراین تستکردن روی قطعات کوچک، هوشمندانهترین راه برای رسیدن به کیفیت چاپ ایدهآل است.