راهنمای ساده مشبندی صفحه کار برای بهبود دقت پرینت سهبعدی

یکی از مهمترین مراحل در فرآیند پرینتر سه بعدی ، کالیبراسیون دقیق صفحه کار است. صفحه کار صاف و هموار، نقش حیاتی در کیفیت پرینتها ایفا میکند و ناهماهنگیها یا ناهمواریها در آن میتوانند منجر به مشکلات متعددی همچون چسبندگی ضعیف لایه اول، انحراف پرینت یا نقصهای ساختاری در مدل نهایی شوند. برای جبران این ناهماهنگیها، سیستمهای جبران مشبندی (Bed Mesh Compensation) طراحی شدهاند تا پرینتر سهبعدی بتواند بهطور خودکار و دقیق سطح صفحه کار را شبیهسازی کند و اصلاحات لازم را در فرآیند پرینت اعمال نماید.
یکی از محبوبترین و قدرتمندترین سیستمهای جبران مش، نرمافزار کلیپر (Klipper) است. این سیستم نهتنها عملکرد دقیقتری را نسبت به firmware های سنتی ارائه میدهد، بلکه قابلیتهای بسیار پیشرفتهای را برای تنظیمات مختلف صفحه کار و بهبود کیفیت پرینت فراهم میآورد. در این مقاله، به معرفی و توضیح فرآیند جبران مشبندی صفحه کار با استفاده از کلیپرخواهیم پرداخت. از مراحل اولیه تنظیم و کالیبراسیون گرفته تا گزینههای پیشرفته و ماکروهای هوشمند، شما را در مسیر بهینهسازی پرینتهای سهبعدی خود همراهی خواهیم کرد. اگر شما هم به دنبال ارتقای عملکرد پرینتر سهبعدی خود هستید، این مقاله میتواند راهنمایی مفید برای به دست آوردن بهترین نتایج باشد. این فرآیند در نگاه اول شبیه یک جادو به نظر میرسد، اما آیا واقعاً پیچیده است؟ خبر خوب این است که اگر قبلاً این کار را با مارلین انجام دادهاید، در کلیپر هم با همان اصول، اما با اصطلاحات کمی متفاوت، پیش بروید.
در ادامه این مقاله، به شما آموزش میدهیم:
- چگونه firmware را تنظیم کنید.
- چگونه فرآیند کالیبراسیون را اجرا کنید.
- و در نهایت، با تنظیمات پیشرفتهتری آشنا خواهید شد که در کار با کلیپر بسیار کاربردی هستند.
همراه ما باشید تا گامبهگام این موضوع را بررسی کنیم!
سیستمهای مشبندی: چگونه کلیپر پرینتها را دقیقتر میکند؟
.jpg "سیستمهای مشبندی")
مشبندی صفحه کار در سه مرحله آسان
- بررسی صفحه کار: مجموعهای از دستورات به پرینتر داده میشود تا نقاط مختلف صفحه کار را به وسیله پراب بررسی کند.
- کالیبراسیون و ذخیرهسازی نتایج: دادههای بهدستآمده از پراب در قالب یک ماتریس از مقادیر ذخیره میشوند.
- فراخوانی مقادیر ذخیرهشده: دستوری در G-code این مقادیر اعمال می شود تا پرینتر بتواند ناهماهنگیها را جبران کند.
حالا به این موضوع میپردازیم که چرا جبران مشبندی صفحه کار مؤثر است و چگونه این فرآیند به پرینت شما کمک میکند. پیش از آغاز کالیبراسیون مش، ابتدا نگاهی به نحوه کالیبره کردن فیزیکی صفحه کار با استفاده از یک ماکرو مفید در کلیپر میاندازیم.
چرا صفحه کار همیشه به مشبندی نیاز دارد؟
.jpg "مش بندی صفحه کار")
حتی با کالیبره بودن صفحه کار، هیچ سطحی کاملاً صاف نیست. صفحه کار ممکن است شامل برآمدگیها و فرورفتگیهایی باشد که بر کیفیت لایه اول تأثیر منفی میگذارد. این ناهماهنگیها باعث میشوند نازل در بعضی نقاط فاصله بیشتری از صفحه کار داشته باشد و در نقاط دیگر خیلی نزدیک شود. در نتیجه، فیلامنت به طور یکنواخت جاری نمی شود و مشکلاتی مانند:
- چسبندگی ضعیف لایه اول
- انحراف یا جابهجایی لایهها
- لایههای اولیه بدفرم
ایجاد میشود. برای حل این مشکلات، نرم افزار از دادههای مختصات و ارتفاع استفاده میکند. در این فرآیند، نازل با بالا و پایین رفتن، پروفایل سطح صفحه کار را دنبال میکند و فیلامنت را با فاصلهای ثابت و یکنواخت از سطح جاری می کند.
روشهای کالیبراسیون صفحه کار در کلیپر
کلیپر دو روش برای کالیبراسیون صفحه کار ارائه میدهد:
- کالیبراسیون خودکار:
- در این روش از ابزارهای پراب مانند BLTouch، CR Touch، یا پرابهای خازنی استفاده میشود.
- این روش دقیقتر است و نتایج یکنواختتری ارائه میدهد، اما نیاز به سختافزار اضافی دارد.
- کالیبراسیون دستی:
- در این روش، کاربر با استفاده از ابزارهایی مانند یک تکه کاغذ یا گیج، محور Z را به صورت دستی تنظیم میکند.
- این روش نیازی به سختافزار اضافی ندارد و میتوان آن را روی هر پرینتری اجرا کرد، اما زمانبر است و معمولاً دقت کمتری دارد.
نکات مهم
- انتخاب روش کالیبراسیون: انتخاب روش خودکار یا دستی تأثیری بر نحوه جبران مش ندارد؛ هر دو روش دادههای مورد نیاز را فراهم میکنند.
- محدودیتهای جبران مشبندی:
- این فرآیند تنها ناهماهنگیهای جزئی را جبران میکند و مشکلات مکانیکی یا کالیبراسیونهای اساسی را حل نمیکند.
- در صورت وجود خمیدگی شدید در صفحه کار یا انحراف محور X، این مشکلات به طور کامل برطرف نخواهند شد و در نتایج مش اثر می گذارند.
تنظیمات اولیه: آمادهسازی برای بهترین نتیجه
پیش از آغاز فرآیند جبران مشبندی، از کالیبره بودن صفحه کار اطمینان حاصل کنید تا عملکرد بهتری در جبران ناهماهنگیها داشته باشید. اگر پرینتر شما امکان کالیبراسون خودکار را ندارد، برای کالیبره کردن صفحه کار پرینتر خود می توانید مقاله مرتبط با آن را در بلاگ آذرین مطالعه نمایید و از کالیبراسیون دقیق صفحه کار اطمینان حاصل کنید. (لینک کالیبراسیون پرینترهای FDM)
کالیبره کردن و تنظیم صفحه کار
.jpg "تنظیم صفحه کار")
برای دستیابی به نتایج دقیق در فرآیند جبران مشبندی، صفحه کار باید تا حد ممکن صاف و تنظیم باشد. اگر صفحه کار کج باشد، جبران مشبندی نمیتواند بهطور کامل این نقص را برطرف کند. بنابراین، تنظیم صحیح صفحه کار قبل از اجرای کالیبراسیون مشبندی ضروری است.
آموزش تنظیم پیچهای صفحه کار با کلیپر
اگر صفحه کار پرینتر شما پیچهای تنظیم دارد، ابتدا باید این پیچها را برای همسطح کردن صفحه کار تنظیم کنید. کلیپر ابزار کارآمدی به نام Screws Tilt Calculate ارائه میدهد که این فرآیند را آسانتر میکند.
مراحل استفاده از Screws Tilt Calculate
- مشخص کردن مختصات پیچها
- مختصات تقریبی نقاط X و Y هر پیچ تنظیم را پیدا کنید.
- برای این کار، لبه صفحه کار را بهعنوان مرجع در نظر بگیرید و فاصله پیچها را در محورهای X و Y نسبت به لبه اندازهگیری کنید.
- نیازی به دقت کامل نیست؛ اندازهگیری تقریبی کافی است.
- تعیین تعداد دورهای قابل تنظیم پیچها
- پیچها را به صورت دستی تا انتهای محدوده حرکتشان بچرخانید و تعداد دورهای کامل آنها را بشمارید.
- وارد کردن دستور در دستگاه یا Fluidd
- دستور SCREWS_TILT_CALCULATE را در دستگاه وارد کنید یا از گزینه مربوطه در Fluidd استفاده کنید.
- تنظیم ارتفاع پیچها
- ماکرو به صورت خودکار سر پرینتر را به هر گوشه صفحه کار هدایت میکند و ارتفاع محور Z را اندازهگیری میکند.
- سپس تعداد دورهای پیشنهادی برای چرخاندن هر پیچ (در جهت عقربه یا خلاف عقربه ساعت) را نمایش میدهد.
- تکرار فرآیند
- این فرآیند را تا زمانی تکرار کنید که اختلاف ارتفاع بین گوشههای صفحه کار به 0.05 ± میلیمتر یا کمتر برسد.
تنظیم خودکار برای پرینترهای CoreXY
در پرینترهایی با طراحی CoreXY که صفحه کار توسط استپر موتورهای مستقل در محور Z حرکت میکند، تنظیم صفحه کار میتواند به صورت خودکار انجام شود. ابزارهایی مانند Quad Gantry Level برای این منظور طراحی شدهاند.
با فرض سلامت مکانیکی پرینتر، پس از تنظیم صحیح صفحه کار، میتوانید فرآیند کالیبراسیون مشبندی صفحه کار را ادامه دهید.
کالیبراسیون خودکار و دستی: بهترین روش را انتخاب کنید
پس از آمادهسازی و انجام تنظیمات لازم، اکنون وقت آن رسیده که مش را کالیبره کنیم. در این بخش، ما از رابط کاربری Mainsail برای توضیح مراحل استفاده میکنیم، اما رابطهای دیگر مانند Fluidd یا OctoKlipper نیز به خوبی کار خواهند کرد.
کالیبراسیون خودکار
برای کالیبراسیون خودکار مش، چندین روش وجود دارد:
- میتوانید از دکمه کالیبراسیون در منوی Heightmap استفاده کنید.
- میتوانید یک ماکرو برای اجرای کالیبراسیون بسازید.
- همچنین، میتوانید دستور را مستقیماً از طریق دستگاه وارد کنید.
در هر صورت، نحوه اندازهگیری مش تحت تأثیر این روشها قرار نمیگیرد؛ این موارد تنها مربوط به نحوه تعامل با رابطها و دکمهها هستند.
.jpg "کالیبراسیون خودکار مش")
مراحل کالیبراسیون خودکار
اولین قدم، ایجاد بخش [bed_mesh] در firmware است. در این بخش، باید موارد زیر را تعریف کنید:
- مرزها: مرزهای X و Y برای پراب یا شعاع صفحه کار (اگر صفحه کار گرد است).
- تعداد نقاط: تعداد نقاطی که باید در هر محور، X و Y، پراب شوند.
- سرعت پراب: سرعت حرکت پراب در طول کالیبراسیون.
مثالی از پیکربندی میتواند به این شکل باشد:

دکمه کالیبراسیون موجود در منوی Heightmap ( یا Bed Mesh در Fluidd) هر چیزی که در بخش [bed_mesh] تنظیم کردهاید را اجرا خواهد کرد. این گزینه بهطور خودکار کالیبراسیون را انجام میدهد و برای یک فرآیند سریع مناسب است.
.jpg "مراحل کالیبراسیون مش")
بهطور جایگزین، میتوانید یک ماکرو در firmware بسازید. این کار به شما اجازه میدهد که ترتیب مراحل کالیبراسیون را تنظیم کنید؛ بهعنوان مثال، میتوانید صفحه کار را گرم کنید. این امکان به شما این را میدهد که کالیبراسیون را بهطور خودکار قبل از هر پرینت اجرا کنید.
مثالی از یک ماکرو که قبل از شروع پرینت صفحه کار و نازل را گرم میکند:
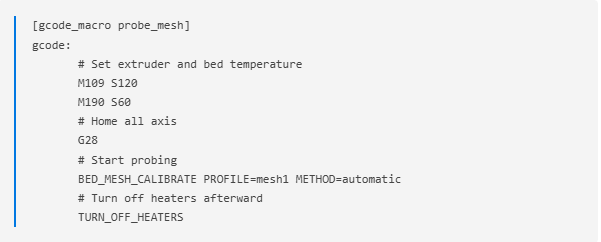
در نهایت، میتوانید دستور کالیبراسیون را مستقیماً از دستگاه وارد کرده و فرآیند کالیبراسیون را آغاز کنید. دستور به این شکل خواهد بود:

probe_parameter و mesh_parameter مقادیر مربوط به تنظیمات را نشان میدهند. از MESH_MIN، MESH_MAX و PROBE_COUNT برای تعیین این مقادیر استفاده کنید. مثال:
نکته: همیشه پس از کالیبراسیون، مش خود را ذخیره کنید!
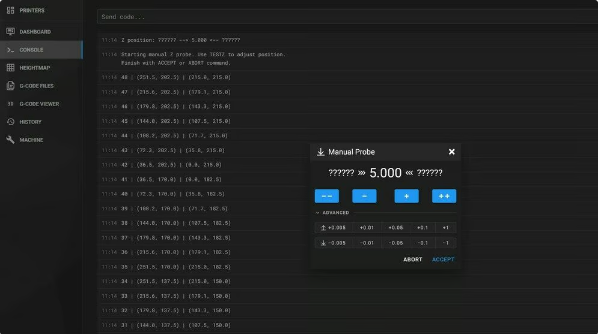
کالیبراسیون دستی
پس از ایجاد بخش [bed_mesh] در firmware ، میتوانید دستور را از طریق دستگاه یا با استفاده از یک ماکرو وارد کنید و این بار از METHOD=manual استفاده کنید. این دستور فرآیندی را آغاز میکند که نازل را به هر نقطه مشخصشده هدایت میکند. با استفاده از یک گیج اندازهگیری یا تکهای کاغذ، میتوانید سطح تماس نازل را تنظیم کرده و حرکت محور Z را برای دستیابی به فاصله مناسب از سطح صفحه کار تنظیم کنید. در Mainsail یک پنجره مخصوص برای این کار وجود دارد. وقتی از میزان سطح تماس راضی شدید، مقدار آن را با دستور ACCEPT ذخیره کنید و به نقطه بعدی بروید. این فرایند را برای تمام نقاط تکرار کنید تا به یک سطح همگن برسید. اگر نیاز به توقف فرآیند کالیبراسیون دارید، میتوانید با کلیک روی ABORT آن را متوقف کنید.
ذخیره مش: چگونه نتایج خود را برای آینده حفظ کنیم؟
پس از اتمام فرآیند کالیبراسیون، فراموش نکنید که مش خود را ذخیره کنید. برای این کار از دستور SAVE_CONFIG استفاده کنید. این دستور مقادیر مش را در انتهای firmware ذخیره میکند و باعث میشود که پس از راهاندازی مجدد پرینتر، تنظیمات ذخیرهشده بازیابی شوند.
چگونه جبران مش بندی را فعال کنیم
برای فعالسازی جبران مش بندی دو روش اصلی وجود دارد: استفاده از مش قبلاً تولید شده یا ایجاد یک مش جدید.
.jpg "جبران مش بندی")
استفاده از مش قبلاً تولید شده
برای اینکه مش کاربردی باشد، باید پیش از شروع پرینت آن را بازیابی کنید. این کار را میتوان با افزودن چند خط در انتهای G-code شروع، مستقیماً در اسلایسر یا در ماکرو START_PRINT انجام داد. به این شکل:
![]()
این دستور وضعیت مش را از پروفایل ذخیرهشده بازیابی میکند.

برای حذف مش ذخیرهشده در پایان پرینت، میتوانید از دستور MESH_PROFILE RESET استفاده کنید. پس از آن، برای ذخیره تنظیمات جدید باید دستور SAVE_CONFIG را وارد کنید. برای داشتن چسبندگی مناسب در لایه اول، باید Z offset را دقیق تنظیم کنید. شما میتوانید با تنظیم این مقدار در firmware، جبران مش را با دقت بیشتری انجام دهید.
ایجاد مش جدید: بهترین راه برای دقت بیشتر
در بسیاری از موارد، استفاده از مش قبلاً تولید شده کافی است و میتواند بارها و بارها مورد استفاده قرار گیرد. با این حال، پرینتر شما با گذشت زمان ممکن است تنظیمات خود را از دست بدهد و مش به تدریج دقت خود را نسبت به وضعیت واقعی آن از دست دهد. این مسئله بهویژه در پرینترهایی که دارای پیچهای تنظیم صفحه کار هستند یا از صفحات فولادی فنری با سطوح مختلف استفاده میکنند، رایج است. برای اطمینان از اینکه مش شما بهدرستی وضعیت فعلی پرینتر را جبران میکند، بسیاری از کاربران ترجیح میدهند که برای هر پرینت یک مش جدید تولید کنند. این کار ممکن است زمانبر باشد، اما اگر عجله نداشته باشید، ممکن است بهترین گزینه باشد.
.jpg "ایجاد مش جدید")
مراحل ایجاد مش جدید برای هر پرینت
- حذف مش قبلی: قبل از تولید مش جدید، استفاده از دستور BED_MESH_CLEAR ایده خوبی است. این دستور اطمینان میدهد که مش جدید برای پرینت استفاده خواهد شد و پروفایل قبلاً ذخیرهشده استفاده نخواهد شد.
- استفاده از دستور BED_MESH_CALIBRATE: برای تولید یک مش جدید، باید دستور BED_MESH_CALIBRATE را به ماکرو G-code شروع یا به G-code شروعی که در اسلایسر خود مشخص کردهاید اضافه کنید. ترتیب دستورات اهمیت زیادی دارد. توصیه میشود که این دستور را پس از گرم شدن صفحه کار به دمای مورد نظر اضافه کنید، زیرا سطح صفحه کار هنگام گرم شدن به طور قابل توجهی تغییر میکند. همچنین، دقت کنید که دستور BED_MESH_CALIBRATE باید پس از دستور BED_MESH_CLEAR قرار گیرد تا مش جدید شما حذف نشود.
- ماکرو G-code شروع: هدف از این روش این است که پس از انجام تنظیمات اولیه، نیاز به دخالت دستی نباشد. با این حال، فراموش نکنید که گاهی اوقات صفحه کار را دوباره کالیبره و Z offset را تنظیم کنید تا مش مجبور به جبران انحرافهای زیادی نباشد.
- نظارت بر مش تولید شده: ایده خوبی است که بهطور دورهای به مش تولید شده نگاه کنید تا متوجه میزان انحراف یا تغییر شکل صفحه کار خود شوید. این کار به شما کمک میکند تا از وضعیت دقیق صفحه کار مطلع شوید و در صورت نیاز تنظیمات لازم را انجام دهید.
با این روش، میتوانید اطمینان حاصل کنید که مش همواره بهدرستی وضعیت واقعی پرینتر را جبران میکند و کیفیت پرینتهای شما حفظ میشود.
ترفندهای حرفهای برای بهینهسازی مشبندی
در حالی که پیکربندیهای ذکر شده به خوبی کار خواهند کرد، ممکن است بخواهید به قابلیتهای ماژول مش در Klipper عمیقتر بپردازید. این نرمافزار مجموعهای از پارامترها و ابزارهایی دارد که میتواند برای کاربران حرفهای مفید باشد:
- درونیابی مش (Mesh Interpolation)
این الگوریتم نقاط میانی بین دو نقطه پراب را محاسبه کرده و به مش اضافه میکند. با استفاده از این قابلیت، میتوانید با همان تعداد نقاط پراب شده، وضوح بالاتری بدست آورید، بهویژه برای صفحه کارهای بسیار بزرگ.
- تقسیم حرکات (Move Splitting)
برای صفحه کارهای بسیار ناصاف که در آنها نازل باید مسافتهای زیادی در محور Z طی کند، لازم است که این حرکات به حرکات کوچکتر تقسیم شوند. گزینه تقسیم حرکات به شما این امکان را میدهد که رفتار تقسیم حرکت را کنترل کنید.
- کاهش تدریجی مش (Mesh Fade)
این گزینه به تدریج مقدار اصلاحات اعمالشده را کاهش میدهد تا در فاصلهای مشخص از صفحه کار به طور کامل از بین برود. این ویژگی به جلوگیری از تأثیر منفی مش در نواحی دورتر از صفحه کمک میکند.
- منطقههای معیوب (Faulty Regions)
این تنظیم به شما این امکان را میدهد که مناطقی از صفحه کار را که پراب در آنها به طور غیرقابل اعتماد عمل میکند (مثلاً بالای آهنرباها) مشخص کنید. پس از شناسایی این نواحی، Klipper چهار نقطه خارج از منطقه معیوب را پراب کرده و میانگین آنها را محاسبه میکند.
.jpg "ماکروهای مفید برای کالیبراسیون")
ماکروهای مفید برای کالیبراسیون سریعتر و هوشمندانهتر
برخی از کاربران ماکروهای هوشمندانهای برای کالیبراسیون صفحه کار ساختهاند که به راحتی میتوانید آنها را به فایل پیکربندی خود اضافه کنید (با تغییرات بسیار جزئی). از جمله این ماکروها میتوان به موارد زیر اشاره کرد:
- Klipper Adaptive Meshing & Purging (KAMP) : این اسکریپت خودکار تنها بخشهایی از صفحه کار را که قرار است پرینت شود، پراب میکند. این یک صرفهجویی زمان ساده است که شامل یک روتین هوشمند پاکسازی نیز میشود.
- روتین خودکار کالیبراسیون هر ده پرینت یک بار : این ماکرو توسط کاربر u/The_Red_Gobbo در Reddit ایجاد شده است و بهطور خودکار صفحه کار را هر ده پرینت یک بار کالیبره میکند.
استفاده از این ابزارها و ماکروهای پیشرفته میتواند به شما کمک کند تا کالیبراسیون صفحه کار خود را دقیقتر و سریعتر انجام دهید و تجربه بهتری از پرینتهای سهبعدی خود و خرید پرینتر سه بعدی داشته باشید. با شرکت در کلاس های آکادمی آذرین می توانید دانش خود را در زمینه کار با این دستگاه ها گسترش دهید و مدل های خود را حرفه ای تر و دقیق تر تولید کنید.
با تشکر از همراهی شما